由于辊压机体积和重量较大,拆装和运输工作以及修复修复周期成为企业最为关注的问题。一般的补焊机加工工艺需要对轴整体拆卸,通过重型机械和运输工具返回设备生产厂家进行维修,这样总体需要的周期大约为20天,甚至更长。综合修复费用也在15万元以上。这样便严重耽误了企业的生产,且巨额的维修费用和停产损失,企业也相当难以接受。
索雷工业碳纳米聚合物材料针对辊压机轴承位磨损在线修复技术
索雷工业碳纳米聚合物材料修复技术是利用碳纳米聚合物材料特有的机械性能和针对性的修复工艺在线修复辊压机轴等大型轴类的磨损。
修复工艺简单:表面处理—调整同心—涂抹材料—安装轴承—调整预紧量和预紧力。
其优点是粘结力好,良好的抗压性能、抗磨损性能及具备金属所具有的弹性变形等综合力学性能实现在线修复、机加工修复等,修复效率高,不需要对设备大量拆卸,一般情况下8小时-24小时内完成修。
索雷工业碳纳米聚合物材料类似一种冷焊技术,在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受轴单边磨损量的限制。碳纳米聚合物材料使用过程中不会产生金属疲劳磨损,在设备正常维护保养的前提下,其修复后使用寿命甚至高于新部件的使用寿命。
综上所述,索雷工业碳纳米聚合物材料修复吊机主轴磨损方面具有修复效率高,可实现在线修复、机加工修复等,综合修复成本低,给企业设备维修维护方面提供有力的解决方案,大大降低企业的生产成本。
辊压机轴承位磨损在线修复步骤
1.当设备运行温度在-20-100℃范围内,建议采用索雷SD7101H碳纳米聚合物材料;
2.拆卸待修复部件及其它关联部件,确保有足够的施工空间;
3.检查修复部位磨损尺寸确定材料用量及基准定位点;
4.用乙炔火焰烤出渗入磨损表面的油脂,直到无火星四射、油脂碳化为止,烘烤过程中控制金属温度90℃以下,可分多次烘烤;(防止零部件变形并提高材料的粘接性能)
5.用电动工具将磨损部位表面进行打磨处理,目的是去除杂质及氧化层,确保表面粗糙(未磨损的基准面不要打磨);
6.用丙酮或无水乙醇将待修复部位和相对应的零件清洗干净,确保表面干净、干燥;
7.在相应装配部件表面涂抹SD7000脱模剂,要均匀的涂抹两边确保没有死角,自然晾干或风干;
8.严格按比例调和索雷SD7101H碳纳米聚合物材料,充分混合至颜色均匀一致,没有色差;
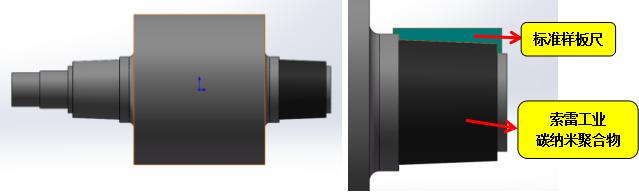
9.修复部位严密涂抹索雷SD7101H碳纳米聚合物材料,以未磨损表面为基准刮研恢复原有尺寸,待材料固化后测量尺寸,确保修复后尺寸高于原配合公差0.03~0.05mm;
10.利用配合部件进行试装及研磨高点,清理多余材料;
11.再次用丙酮或无水乙醇将待修复部位和相对应的零件清洗干净;
12.再次调和适量材料,在第一遍材料的基础上薄薄涂抹一层,在晾干的装配部件脱模剂基础上也薄薄涂抹一层材料后直接进行部件装配;
13.装配到位后将挤出的修复材料用刮板去除,在材料固化之前最好不要移动零部件;
14.进行足够时间的固化,材料完全固化条件为:24小时/24℃,温度每提升11℃,固化时间缩短一半,但提升温度不得超出材料的承受温度。(以上所指温度为材料自身温度,并非环境温度)具体固化时间根据现场温度并参照材料技术数据表而定。可以通过碘钨灯或热风机加热缩短固化时间,注意不可用明火直接接触材料,且加热温度不得超过材料最高承受温度,不要让材料温度与基材温度相差太大,避免骤升骤降。
索雷工业现场修复辊压机轴承位磨损的案例
企业拥有一台合肥院150-100型辊压机,辊压机动辊传动侧轴承位发生磨损,轴承位单边磨损量1.5mm以上,磨损宽度约480mm,轴承型号232/600。











最新评论