轴承位磨损在线修复工艺根据不同的工况环境和设备问题分好几种方案,这里为大家详细介绍的采用样板尺工艺的详细方法,希望能够解开你心中的谜团哦!
还是以具体是案例来作为说明对象。
企业一条4400纸机生产线,19号烘缸操作侧轴头出现磨损,轴承座轴向摆动严重,经常短时间内造成轴承内圈碎裂,给企业正常连续化生产带来严重影响。烘缸直径:1800mm、车速:400m/min左右;轴头直径:220mm、1:12锥;轴承型号:23144CAK/C3W33。
针对该烘缸操作侧轴头轴承位的磨损问题,可采用的现时有效解决方案:1、整体更换一端的轴头部件;2、采用现场修复工艺进行轴头磨损部位的修复。企业设备管理人员根据现场操作空间、可承受的停机时间以及整体更换所产生的高昂费用等方面综合考虑,最终确定采用索雷技术来进行现场修复。
好了,下面步入正题,采用索雷技术是如何进行在线修复的那?索雷工程师现场仅仅耗时10个小时就完成了对轴承位的修复工作,下面我们来看一下他们是如何做到的。
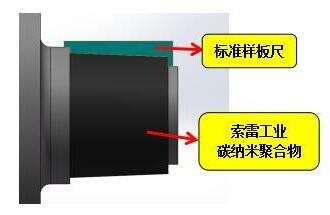
先看一下样板尺修复轴承位的原理示意图吧。
A、企业4400纸机生产线现场;
B、拆卸轴承座露出磨损部位,用手拉葫芦吊起烘缸,使磨损部位修复具备一定操作空间;

C、空试轴承并确认轴头的具体磨损量,确认修复方案;
D、用乙炔火焰对待修复部位进行烤油处理,去除所有油污和杂质,直到无火花四溅表面干燥;
E、用磨光片对待修复部位进行打磨处理,尤其是局部坑洞或沟槽,确保处理后的表面粗糙无浮尘;

F、用样冲对局部进行敲打麻点操作,根据定位基准保证轴承在装配后有足够的预紧力;
G、调和并涂抹索雷SD7104碳纳米聚合物材料,使材料充分与金属接触,过程中避免出现气孔;

涂覆索雷SD7104材料
H、材料经过加温后固化后成型,检验修复表面平整度及光洁度是否达到使用要求,检查材料密实度;

I、安装装配工艺进行轴承的装配工作,安装过程中要确保轴承游隙达到正常运行时的技术要求。












最新评论