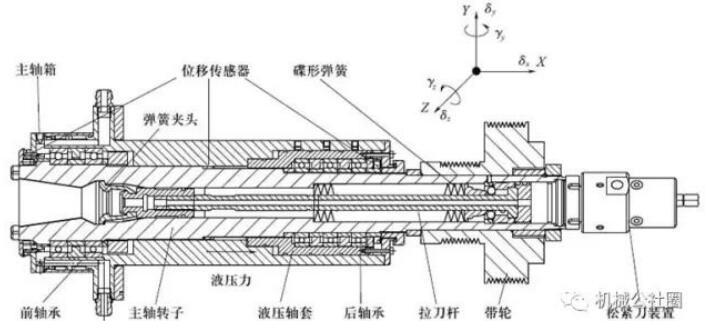
数控机床对精度苛求,从而对主轴部件有严格技术特性。一般主轴都是轴承配对使用,分前端后后端,轴承结构为2+2、3+2、4+2等。比如前端两个轴承的装配 两支承的主轴轴承的安装时,应使前、后二支承轴承的偏心量方向相同安装,适当地选择偏心距的大小,前轴承的精度应比后轴承的精度高,使装配后的主轴部件的前端定位表面的偏心量变小。
滚动轴承间隙与预紧滚动轴承存在较大间隙时,载荷将集中作用于受力方向上的少数滚动体上,使得轴承刚度下降,承载能力下降,受力低,旋转精度差。将滚动轴承进行适当预紧,使滚动体与内外圈滚道在接触处产生预变形,受载后承载的滚动体数量增多,受力趋向均匀,提高了承载能力和刚度,有利于减
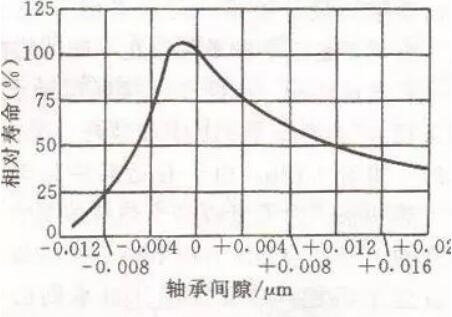
主轴回转轴线的漂移,提高了旋转精度。若过盈量太大,轴承的摩擦磨损加剧,使受力将显著下降,轴承寿命与间隙之间的关系如图7-14所示
在加工中心上,角接触球轴承在主轴上安装时,轴承与主轴的配合,一般采用1-5um的过盈配合;轴承与孔的配合,则采用0-5um的间隙配合。主轴部件使用一段时间,轴承因磨损间隙将增大,就要从新调整间隙。因此,主轴部件必须具备轴承间隙的调整结构。
角接触球轴承间隙调整和预紧的方法如图7-15所示。成对使用的角接触球做成是将轴承内圈端面或外圈端面磨去后实现。轴承生产厂家按要求的预紧量成对提供,装配时不需要再调整,用螺母将其并紧后即可获得精确的预紧力。由于使用中不能调整,维修比较麻烦。
图7-16示为隔套调整的方法。采用两个套调整,通过二个套的宽度差,调整轴承的间隙。或在轴承外圈设隔套,装配时用螺母并紧内圈获得所需预紧力。这种调整方法不必拆卸轴承,预紧力的大小全凭工人的经验确定。








最新评论