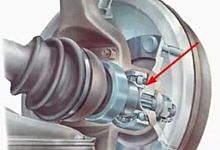
2018年12月,企业海建140-80辊压机动辊传动侧轴承压环螺栓开始出现断裂现象,企业通过塞尺测量轴与轴承内圈存在约1mm的间隙,为满足生产需求主要通过频繁更换螺栓以维持生产任务,同时企业设备管理者通过各种途径了解辊压机轴在线修复技术和周边的维修企业,制定维修计划。当企业通过网络了解到索雷碳纳米聚合物材料及在线修复技术后,通过技术了解交流和相关企业案例的修复效果,从技术方面消除了企业的疑惑,并确定在线修复事宜。
海建140-80型辊压机: 轴承型号232/600CAK/C3W33,轴径600mm,1:12锥度,轴径磨损2-3mm。
索雷碳纳米聚合物材料技术是一种应用技术,是利用材料的综合性能和针对性的修复工艺来修复磨损部位,恢复原有尺寸公差并满足设备运转工况,以达到设备长久应用的目的。
根据辊压机结构特点,依据《索雷辊压机在线修复工艺》现场操作步骤如下:
1.拆卸辊压机轴承座及机架,露出修复部位;
2.清除轴上配合部件,更换轴封套;
3.用氧气乙炔火焰将油迹碳化;
4.根据前轴肩位置与轴颈尺寸调节卡尺的定位尺寸;
5.确定同心及轴承装配位置;
6.将轴承内圈除油清洁干净,并试装轴承到预留位置;
7.将轴承位修复部位用砂轮片打磨干净粗糙、露出金属原色;
8.用无水乙醇清洁轴承位,至无杂质灰尘;
9.事先将轴承内圈均匀严密擦涂SD7000脱模剂晾干备用;
10.根据轴颈磨损量预估索雷碳纳米聚合物材料SD7101H材料;
11.将SD7101H材料调和均匀并严密涂敷在修复部位,反复刮研避免气孔或局部缺损;
12.快速安装轴承至预订位置并固定;
13.待材料固化后拆除轴承,并清理轴上多余材料;









最新评论