1
安全技术措施
安全交底:
安全交底:
#####轴瓦在检修过程涉及起重工作,在检修工作中,应做好以下安全措施:
1.起重作业前,必须仔细检查各类起重工器具是否符合作业要求,严禁使用有缺陷的起重工器具。
2.起重作业需由有资格人员担任,起重指挥只能由一人担任(需具备相应资格)。起重工器具的工作负荷不得超过铭牌规定。
3.起重物品必须绑扎牢固,吊钩需挂于起吊物重心,吊钩钢丝绳需保持垂直。严禁歪拉斜吊。
4.在起吊较大或不规则物件时,应在物件上系牢固的拉绳,以避免摇摆、转动。
5.起吊时应避免绳、链打结,绳、链不应与棱角、光滑部位直接接触。
6.轴瓦应放在铺设有胶皮垫的专用油盘内
2
作业条件
1.检修开工前须办理工作票;
2.检修现场铺设橡皮;
3.工具箱就位;
4.检修场地清洁宽敞;
5.现场检修照明充足。
3
修前准备
一、工具准备(包括专用工具、检修装备、测量仪器仪表、试验器具):
液压千斤顶、卡环及吊环、钢丝绳、轴瓦起吊专用工具、平面及三角刮刀、鎯头、铜棒、风动板手、重型套筒扳手、行灯、撬棍、梅花扳手、字母字头、数字字头、橡皮管、快装接头、绝缘摇表、大外径千分尺、小外径千分尺游标卡尺、百分表及磁性表座、桥规、塞尺、合像水平仪、专用抬轴工具等。
二、主要备品配件清单:
轴瓦、锡基轴承合金、调整垫片、特制螺塞、螺钉、钢带、垫片、带孔垫片等
4
简略工艺项目流程
简略工艺项目:
1.准备工作
2.拆除相应的热工测点及其引线
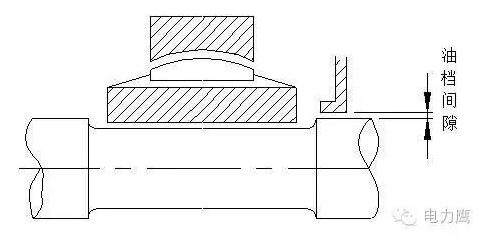
3.测量油档间隙值
4.松轴承盖结合面螺栓
5.压铅丝测量瓦盖紧力
6.松轴瓦套结合面螺栓
7.测量轴瓦套间隙
8.松轴承体结合面螺栓
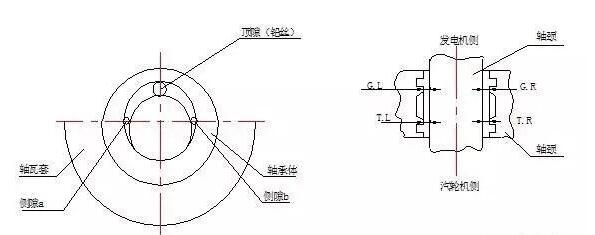
9.测量轴瓦顶部及两侧间隙、轴瓦平行度、轴颈扬度等其它数据。
10.翻出轴承下瓦
11.轴瓦盖、轴承套及轴承体的清扫、检查、修理
12.按拆卸相反顺序回装,并按照质量标准复查轴瓦的各部间隙
5
检修工序
工序0:设备规范及构造概述
设备规范:NO.3-NO.5轴承尺寸为ø482.6×356;NO.6轴承尺寸为ø508×330NO.3至NO.6轴承为椭圆型,为的是提供运行转速所要求的正常的轴承稳定性,这种近似的椭圆形是在孔的加工过程中把垫片垫在轴承接合面处,加工一个较大的直径的孔,然后抽去垫片, 最终获得椭圆内孔,上瓦开周向油槽,该槽宽度约等于轴瓦有效长度的1/3或一半。为了便于进油和排油,在中分面处轴瓦的巴氏合金被切去一部分,这样形成了具有圆形边的且在轴瓦端部向内延伸的油槽。油从轴颈一侧中分面处进入轴承, 在对面的接合面处的油槽有一个镗孔以限制油的流量,以便在轴承排油侧建立一个微小油压,并经过这个排油孔把油引入观察孔的腔室里,而大部分油则通过轴瓦端部排出。为了使泄漏到挡油环的油减至最小,一个环形外泄油槽使油从轴瓦外侧输送轴承箱内,在左侧与外泄油槽相邻的轴承镗孔部分为圆形,以减小油泄漏间隙。
工序1:办理轴承解体检修工作票,在确认汽轮机润滑油系统停用及盘车停止运行后,方可开始工作。
工序2:联系热控人员拆除轴承振动测量装置。
工序3:松轴承盖水平结合面螺栓。
工序4:用专用吊具吊走轴承盖到指定地点。
工序5:松轴承套水平结合面螺栓,吊起轴承套于一旁.
工序6:将轴承套结合面,轴承套与轴承球面清理干净, 并用白布擦净。
工序7:在轴承套结合面处两边各放一条∮0.5mm的铅丝, 在轴承球面顶部放一条∮0.5mm的圈式铅丝。
工序8:回装轴承套,对称均匀紧好各螺栓,检查结合面间隙应均匀。
工序9:松开轴承套螺栓,将轴承套吊到指定地点。
工序10:测量铅丝厚度,确定轴承套与轴承配合面之间是紧力还是间隙.标准是:轴承套与轴瓦配合间隙为0.05---0.10mm。
工序11:松轴承结合面螺栓,吊起上半轴承于一旁。
工序12:用白布将轴颈及轴承结合面清理干净。
工序13:在轴承结合面处两侧各放一条∮1mm的铅丝,同样在轴颈上方放一条与轴瓦同长的∮1mm的铅丝。
工序14:回装上半轴承,,对称均匀紧好结合面螺栓,检查结合面的间隙应均匀。
工序15:松开轴承结合面螺栓,将轴承吊到指定有铺设胶皮地点.
工序16:测量保险丝的的厚度,确定轴承的顶部间隙值, 并做好记录.
工序17:用合像水平仪测量轴颈的扬度,并做好记录。
工序18:联系热工拆除下轴承测温元件及引线。
工序19:用塞尺测量轴承室下油挡左、右及下部间隙。
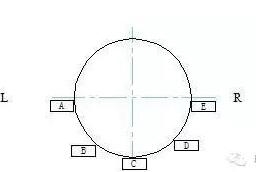
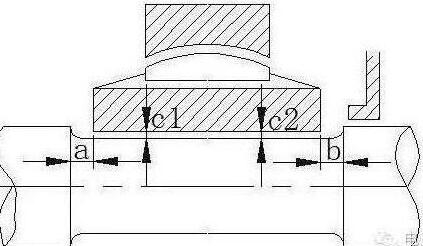
工序20:用塞尺测量轴颈与轴承平行度,相同厚度的塞尺插入四个位置如图示,插入深度差应符合以下标准:∣A-B∣≤5mm;∣A-C∣≤10mm;
t∣C-D∣≤5mm;∣B-D∣≤10mm。
工序21:用相对应的桥规在原有钢印标记处(无钢印标记的必须重新打印)测量轴颈下沉量,并做好记录。
工序22:松开油挡螺栓,吊走下油挡到指定的地点。
工序23:确认与低压转子中心校对后,在下油挡洼窝处装.好抬轴工具。
工序24:7.31在轴承水平结合面处,装一块百分表,使百分表杆头指向轴颈最上方,并压缩0.5MM。
工序25:拧入抬轴工具左、右两侧顶起螺栓,使轴抬高0.35—0.40MM。
工序26:用撬棍或专用工具将下轴承沿轴翻上。
工序27:将下轴承套吊出,注意不要碰伤轴颈.并将出、入口油管加堵,以防杂物掉入。
工序28:用煤油将上、下两半轴承清理干净。
工序29:宏观检查钨金应无夹渣、气孔、凹坑、裂纹、脱胎等缺陷。
工序30:对可疑的裂纹、脱胎缺陷要进行着色检查确认, 必要时进行补焊、修刮。
工序31:检查下轴瓦钨金无严重磨损,并与轴颈全长的接触面应达到75%以上,并均匀分布,无偏斜,接触角为30—45°
工序32:检查顶轴油孔应畅通,油囊尺寸应符合要求.深度在0.2—0.4MM。
工序33:检查轴承的球座接触良好,无明显沟和块痕,接触面积不小75%。
工序34:检查垫块与轴承洼窝接触良好,接触面积不小于70%,不得有电腐蚀现象。
工序35:清扫轴承洼窝,轴承套用压缩空气吹净。
工序36:在轴承洼窝处浇以汽轮机透平油,取出进油孔堵,回装轴承套.
工序37:吊起下半轴承,用压缩空气检查顶轴油孔是否畅通,并用白布将轴承球面清理干净。
工序38:在轴承套洼窝处浇上透平油,并回装下半轴承。
工序39:在转子就位后测量、调整轴瓦两侧间隙、平行度、
t轴颈扬度、下沉量,并做好记录。
工序40:通知热控装好轴承测温元件。
工序41:检查、清扫上轴承体,并用压缩空气吹净。测量轴承顶部间隙,合格后回装好上轴承体。
工序42:回装好上半轴承套,测量间隙应合格。
工序43:试装轴承盖,调整好紧力及上半油挡间隙。
工序44:清扫轴承室,取出回油管堵板。
工序45:在结合面处涂好密封胶,回装轴承盖,对称均匀紧好结合面螺栓。
6
质量标准
1.钨金应无夹渣、气孔、凹坑、裂纹、脱落等缺陷,着色检查应无脱胎现象。
2.下轴瓦与轴颈全长的的接触面应达到75%以上,并均匀分布无偏斜,接触角度一般为30-45°
3.下轴瓦顶轴油孔的油囊尺寸应符合图纸要求,一般深度为0.2—0.4mm。
4.下轴承套的三处垫块与其洼窝均应接触良好,并在转子放在下瓦后用0.03mm塞尺通不过为合格。
5.#3、#4、#5轴瓦顶部间隙为0.58—0.73mm。
#6轴瓦顶部间隙为0.61—0.76mm。
#3-#6轴承套与轴瓦配合面间隙为0.03—0.045mm。,
两侧间隙以塞尺检查阻油边为准,并要求插入深度为15—
20mm。#3、#4、#5轴瓦两侧间隙为0.763—0.813mm,#6轴
瓦两侧间隙为0.83—0.88mm
6.


7
瓦垫片记录支承块接触
8
轴承球面间隙
9
轴承挡油环径向隙记录
10
轴瓦及油挡间隙测量、调整
11
轴承轴瓦间隙记录
12
轴瓦间隙及紧力汇总表











最新评论