某冷轧薄板厂轧机设备采用八辊五连轧全连续布局,轧机使用的背衬轴承为3PL130M。背衬轴承是一种外圈特别厚,使用时以成组形式安装在静止的轴上成为多辊轧机的支撑辊的滚动轴承。背衬轴承消除径向游隙后的端面H值0.005mm,轴承出厂都是成组编号出厂,安装时不可打乱成组轴承的原有编号,在每根轴上的轴承中间H值最大,相邻轴承外径以0.002mm递减,整组轴承跳动控制在0.005mm以内,每批轴承游隙在0.04mm-0.07mm。
该轴承是5套轴承为一组安装在一根芯轴上,损坏部位在5#机架下辊,轴承损坏在该组轴承的两侧。轴承润滑采用220#齿轮油润滑,冷却采用乳化液冷却,轧制的产品厚度是0.5mm,宽度是620mm和630mm两种,5#轧机600转(成品薄板机架),压下量在3丝到5丝之间,轴承损坏形式见下图;

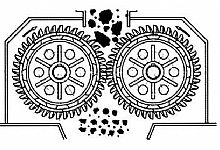
图一

图二
图一是该组两侧背衬轴承内圈损坏形式,两侧损坏状态相同,损坏位置是图二中的1#和5#轴承内圈。图二是一组背衬轴承都装配完毕的状态。
现场了解到该坯轴承共到货100套,损坏的轴承上机15天,在1#和5#内圈载荷区处出现大面积剥落,中间2#3#4#轴承内圈没有出现剥落,其他轴承在线使用2轮也没有出现如图一的损坏形式,现场了解到背衬轴承用芯轴一直没有校检。
轧制板宽不同,每一根支承辊上的背衬轴承数量有3~7套不等。出于对轧板边部的要求,轧制板形的调整结果是每一根支承辊上从两端往里数第2套轴承受力最大,俗称“猫耳朵现象”。这种受力差别有百分之几十到几倍。一根支承辊上的轴承数量越多这种受力差越小。所以第二、第四套轴承最易损坏。这种结构性的问题无法避免。较好的解决办法是在轴承制造和安装过程中,选配每一根支承辊上几套轴承的截面高相互差“H值”,要求中间的略大几微米。例如第三套轴承“H值”略大,两侧轴承H值一次递减几微米。
通过上述了解判断定损坏的1#和5#轴承内圈是由于芯轴挠曲超差为主要因素造成大面积剥落,建议定期对芯轴进行测量、修复。











最新评论