如图所示为轴承套零件,该零件材料为45钢,无热处理和硬度要求,试对该零件进行数控车削加工工艺分析(单件小批量生产)。
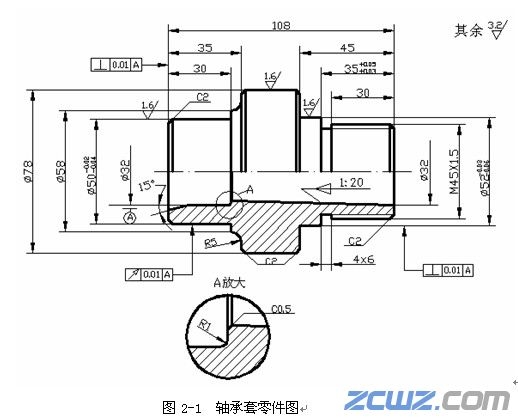
轴承套零件图
轴承套零件的工艺分析
该零件主要由内外圆柱面、内圆锥面、圆弧面及外螺纹等表面组成,零件图尺寸标注完整,轮廓描述清楚。其中φ50、φ52外圆有较高的尺寸精度和表面粗糙度要求,并且对φ32孔的径向圆跳动公差为0.01mm;左端面则对φ32孔轴线的垂直度公差为0.01mm;φ78外圆有较高的表面粗糙度要求,外圆柱面表面粗糙度为Ra1.6μm。零件材料为45钢,切削加工性能较好,无热处理和硬度要求。
通过上述分析,采用以下几点工艺措施:
(1)对图样上带公差的尺寸,编程时全部取其平均值。
(2)左右端面均为多个尺寸的设计基准,相应工序加工前,应该先将左右端面车出来。
(3)外圆对内孔的径向圆跳动要求在0.01mm内,掉头装夹时,除了要包一层铜皮外,
夹紧时用力要适中,不可过大。如果不能保证,则采用软卡爪装夹。
(4)内孔与左端面应在一次装夹中加工出,以保证端面与内孔轴线的垂直度。
(5)轴承套外圆为IT7级精度,采用粗车—半精车—精车可以满足要求。
(6)内孔尺寸较小,镗1:20锥孔与镗φ32孔及15°锥面时需掉头装夹。










最新评论