1.圆形型孔
具有圆形型孔的凹模有以下两种情况:
(1)单型孔凹模。这类凹模制造工艺比较简单,毛坯经锻造、退火后进行车削(或铣削)及钻、镗型孔,并在上、下平面和型孔处留适当磨削余量;再由钳工划线、钻所有固定用孔、攻螺纹、铰销孔,然后进行淬火、回火;热处理后磨削上、下平面及型孔即成。
(2)多型孔凹模。冲裁模中的连续模和复合模,凹模有一系列圆孔,各孔尺寸及相互位置有较高的精度要求,这些孔称为孔系。为保持各孔的相互位置精度要求,常采用坐标法进行加工。
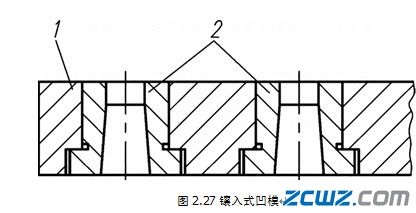
镶入结构的凹模如图2.27所示。固定板上的镶件孔可在坐标镗床上加工。
立式双柱坐标镗床:作台能在纵、横移动方向上作精确调整,大多数工作台移动量的读数值最小单位为0.001mm;定位精度一般可达±0.002~0.0025mm。工作台移动值的读取方法可采用光学式或数字显示式。
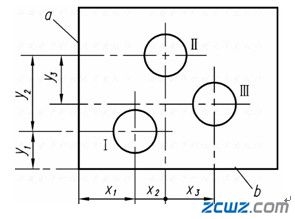
在坐标镗床上按坐标法镗孔,是将各孔间的尺寸转化为直角坐标尺寸,如图所示。
加工分布在同一圆周上的孔,可以使用坐标镗床的机床附件——万能回转工作台,如图2.32所示。
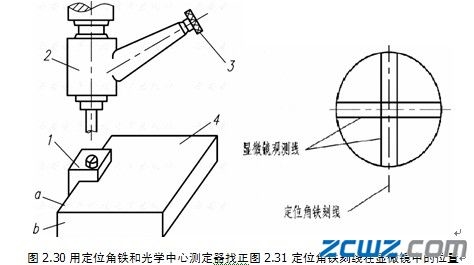
对具有镶件结构的多型孔凹模加工,在缺少坐标镗床的情况下,也可在立式铣床上用坐标法加工孔系。为此,可在铣床工作台的纵、横运动方向上附加量块、百分表测量装置来调整工作台的移动距离,以控制孔间的坐标尺寸,其距离精度一般可达0.02mm。
整体结构的多型孔凹模,一般以碳素工具钢或合金工具钢为原材料,热处理后其硬度常在HRC60以上。制造时毛坯经锻造退火,对各平面进行粗加工和半精加工,钻、镗型孔。在上、下平面及型孔处留适当磨削余量,然后进行淬火、回火。热处理后,磨削上、下平面,以平面定位在坐标磨床上对型孔进行精加工。型孔的单边磨削余量通常不超过0.2mm。
在对型孔进行镗孔加工时,必须使孔系的位置尺寸达到一定的精度要求,否则会给坐标磨床加工造成困难。最理想的方法是用加工中心进行加工,它不仅能保证各型孔相互间的位置尺寸精度要求,而且凹模上的所有螺纹孔、定位销孔的加工都可在一次安装中全部完成,极大地简化了操作,有利于劳动生产率的提高。
2非圆形型孔
非圆形型孔的凹模如图2.33所示,机械加工比较困难。由于数控线切割加工技术的发展及其在模具制造中的广泛应用,许多传统的型孔加工方法都被该技术所取代。机械加工主要用于线切割加工受到尺寸大小限制或缺少线切割加工设备的情况下。









最新评论