解析IKO深沟球轴承润滑保养配合检修和判断
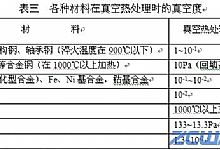
轴承材料的冶金质量曾经是影响滚动轴承早期失效的主要因素。随着冶金技术(例如轴承钢的真空脱气等)的进步,原材料质量得到改善。原材料质量因素在轴承失效分析中所占的比重已经明显下降,但它仍然是深沟球轴承失效的主要影响因素之一。选材是否得当仍然是轴承失效分析必须考虑的因素。
轴承失效分析的主要任务,就是根据大量的背景材料、分析数据和失效形式,找出造成轴承失效的主要因素,以便有针对性地提出改进措施,延长深沟球轴承的服役期,避免IKO轴承发生突发性的早期失效。
检修拆卸下的轴承时,首先记录轴承外观,确认润滑剂的残存量,取样后,再清洗轴承。清洗剂一般使用汽油、煤油。
拆下来的轴承的清洗,分粗洗和精洗,在容器内先放上金属网,使轴承不直接接触容器内的脏物。粗洗时,如果轴承带着脏物旋转,会损伤IKO轴承滚动面,应该加以注意。在粗洗油中,使用刷子出去润滑脂、粘着物,基本干净后,转入精洗。
精洗,是将轴承在清洗油中一边旋转,一边仔细地清洗。另外,清洗油也要经常更换保持清洁。
判断拆卸下的轴承可否再使用时,要在IKO轴承清洗后检查,仔细检查滚道面、滚动面、配合面的状态、保持架的磨损情况、深沟球轴承游隙是否增加及有无影响尺寸精度下降的损伤、异常。非分离型小型球轴承等,则用单手平端内圈,旋转外圈确认是否顺畅。
软干油或防锈膏硬化的轴承,应浸在100—200℃的热机油中,用钳子夹住轴承,用毛刷刷干净轴承上的油污。软干油或防锈膏被加热到100—200℃就熔化,很容易从IKO轴承的漏洞中冲刷出去。偶然只要将轴承在油内多次摇晃。油污也会从漏洞中流走(洗濯时也应将滚子、珠架、内环和外环脱开)把轴承放在火油中浸泡5—10分钟,一手捏住内环,另一只手转动外环,轴承上的干油或防锈膏就会流失下来。然后将深沟球轴承放进较干净的火油中,用金饰的毛刷刷洗,把滚珠和漏洞内的油污洗净,再放到汽油里洗濯1次,取出后放在干净的纸上。
据说喜欢分享的,后来都成了大神









最新评论