
轴瓦
轴承轴瓦在装配时,一般都采用刮削的方法来达到其精度要求,保证其使用性能。因此,刮削的质量对机器的运转至关重要。削刮质量不好,机器在试车时就会很容易地在极短的时间内是轴瓦由局部粘损而达到大部分粘损,直至轴被粘着咬死,轴瓦损坏不能使用。所以在刮削轴瓦时都由技术经验丰富的钳工操作。下面中华标准件网图文介绍泵房式滑动轴承(轴瓦)的装配要求及削刮轴瓦的方法。
1、轴瓦与瓦座和瓦盖的接触要求
( 1 )受力轴瓦。受力轴瓦的瓦背与瓦座的接触面积应大于70%,而且分布均匀,其接触范围角a应大于150其余允许有间隙部分的间隙b不大于0.05mm。如图1所示。
( 2 )不受力轴瓦与瓦盖的接触面积应大于60% ,而且分布均匀,其接触范围角a应大于120°,允许有间隙部位的间隙量b ,应不大于0.05mm。如图1所示。
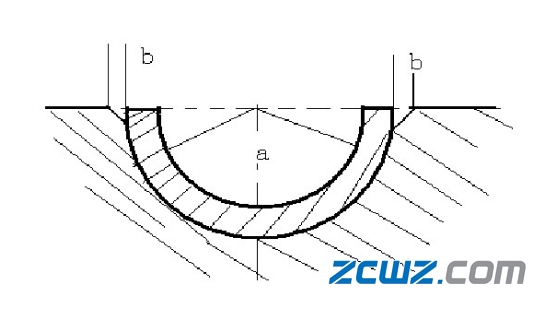
图1 轴瓦与瓦座、瓦盖的接触要求
(3 )如达不到上述要求,应以瓦座与瓦盖为基准,用着色法,涂以红丹粉检查接触情况,用细锉锉削瓦背进行修研,直到达到要求为止。接触斑点达到每25mm23 ~ 4点即可。
( 4 )轴瓦与瓦座、瓦盖装配时,固定滑动轴承的固定销(或螺钉)端头应埋入轴承体内2~3mm.两半瓦合缝处垫片应与瓦口面的形状相同,其宽度应小于轴承内侧1mm ,垫片应平整无棱刺,瓦口两端垫片厚度应一致。瓦座、瓦盖的连接螺栓应紧固而受力均匀。所有件应清洗干净。
2、轴瓦刮削面使用性能要求的几大要素
( 1 )接触范围角a与接触面、接触斑点要求。
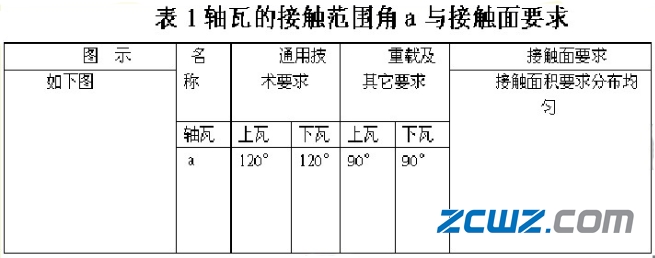

轴瓦的接触范围角a与接触面要求见表1和图2
在特殊情况下,接触范围角a也有要求为60°的。对于接触范围角a的大小和接触斑点要求,通常由图样明确地给出。如无标注,也无技术文件要求的,可通用技术标准规定执行。( 参照表1 )轴瓦的接触斑点要求,可参照表2中数值要求,对轴瓦进行刮削和检验。

(2)油线与瓦口油槽带
a、半开式滑动轴承,都是采用强力润滑,油槽一般都开在不受力的上瓦上(上瓦受力较小)。截面为半圆弧形,沿上瓦内周180°分布,由机械加工而成。油槽中间位置与上瓦中心位置的油孔相通,两端连接瓦口油槽带, 由于上瓦有间隙量存在,润滑油很容易进入上瓦面与轴上,其主要作用是能将润滑油畅通地注入轴瓦内侧(径向)的瓦口油槽带。
b、油槽带分布在上、下轴瓦结合部位处 (两侧)。如图3所示。油槽带成圆弧楔形,瓦口结合面处向外侧深度一般在1 ~ 3mm。视轴瓦的大小,油槽带宽度h-般为8 ~ 40mm。油槽带单边距轴瓦端面的尺寸b一般为8 ~ 25mm。上述要求通常在图样上明确标出。油槽带的长度为轴瓦轴向长度的85%左右,是一个能存较大量的润滑油的带状油槽,便于轴瓦与轴的润滑与冷却,油槽带通常由机械加工而成,也有钳工手工加工的。
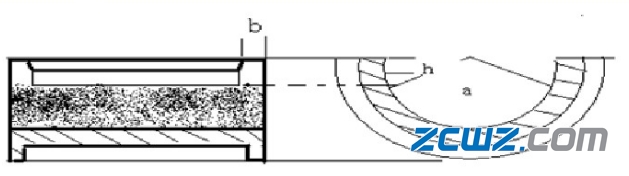
图3 轴瓦的油槽带与润滑油楔分布
( 3 )润滑油楔。润滑油楔位于接触范围角a值之内油槽带与轴瓦的连接处,由手工刮削而成(俗称刮瓦口)。其主要作用有两个,一是存油冷却轴瓦与轴,二是利用其圆弧楔角,在轴旋转的带动下,将润滑油,由轴向宽度的面,连接不断地吸向承载部分,使轴瓦与轴有充分良好的润滑。润滑油楔部分是由两段不规则的圆弧组成的一个圆弧楔角,它将油槽带和轴瓦工作接触面光滑地连接起来,其形状如图3所示。与油槽带连接部分要刮得多-些,并将油槽带连接处加工棱角刮掉,在润滑楔角中部至接触面过渡处,刮成圆弧楔角形。图中b的尺寸为油槽带与润滑楔角连接处尺寸,视轴瓦的大小,一般在0.10~ 0.40mm之间。刮削润滑楔角,要在轴瓦精刮基本结束时进行,不易提前刮削。

图4 润滑楔角示意图
(4)轴瓦的顶间隙与侧间隙
a、轴瓦的顶间隙,在图样无规定时,根据经验可取轴直径的1‰~ 2‰,应按转速。载荷和润滑油粘度在这个范围内选择。对高质量。高精度加工的轴颈,其值可降到5/10000。
b、侧间隙在图样上无规定时,每面为顶间隙的1/2。侧间隙需根据需要刮削出来。但在刮削轴瓦时不可留侧间隙,因刮轴瓦时,需确定轴在180°范围内的正确位置,此时需有侧间隙的部位应暂时作为轴的定位用,要在轴瓦基本刮削完毕时,将侧间隙轻轻刮出。侧隙部位由瓦门的结合面处延伸到规定的工作接触角度区,轴向与油槽带、润滑楔角相接,此部位是不应与轴有接触的,刮削时应注意这点。留侧隙的目的,是为了散失热量,润滑油由此流出一部分并将热量带走。侧隙不可开得过大,这样会使润滑油大量地从侧隙流走而减少轴与轴瓦所需用的润滑油量,这点应特别注意。侧隙如图4所示,最宽处b为瓦口计划面处,尺寸为规定侧间隙的最大值。侧隙与瓦口平面处的尖角应倒角,视轴瓦大小,一般为1x45°~3x45。侧隙基本上是由两段不规则的圆弧组成的。
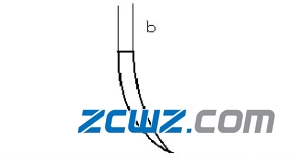
图5 侧间隙示意图
3、分式轴瓦的刮削过程
(1)粗刮轴瓦。如图6a所示
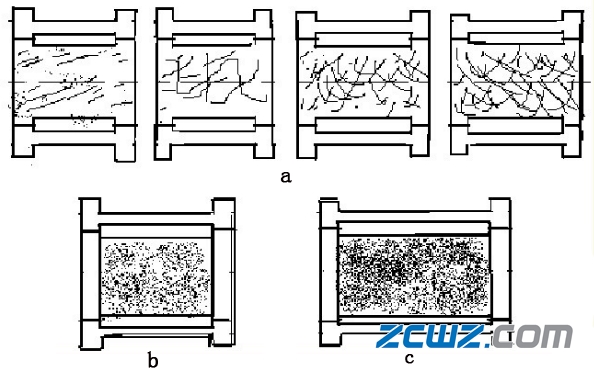
图6 剖分式滑动轴承(轴瓦)的刮削
a上、下瓦的机械加工刀痕轻刮-遍,要求瓦面应全部刮到,刮削均匀,将加工痕迹刮掉。
b轴上涂色,与上瓦、下瓦研点粗刮几遍,然后将上、下瓦分别镶入瓦座与瓦盖上,瓦上涂色,用轴研点粗刮,待接触面积与研点分布均匀后,可转入细刮。粗刮时应注意,不可将瓦口部分刮亏了,要求180范围全面接触。
(2)细刮轴瓦。如图5b所示。细刮轴瓦时,上、下瓦应加垫(瓦口结合面)装配后刮削两端轴瓦,在瓦上涂色,用轴研点。开始压紧装配时,压紧力应均匀,轴不要压得过紧,能转动即可,随刮随撤垫,随压紧。此时也应注意不要将瓦口刮亏了,经多次削刮后,瓦接触面斑点分布均匀、较密即可。
( 3 )精刮轴瓦。如图5c所示。加精刮的目的是要将接触斑点及接触面秧刮削达到图样规定的要求,研点方法与粗刮相同,点子由大到小,由深到浅由疏心到密,大的点子在削刮过程中,可用刮刀破开变成密集的小点子,经过多次
削刮,逐渐刮至要求为止。在精刮将要结束时,将润滑油楔(开瓦口)侧吧间隙刮削出来,使其达到轴瓦的使用性能,这一点非常重要。
注:削刮轴瓦,在粗刮与细刮时要同时考虑与轴相关件的情况,如中心距偏差、步轮齿面的接触状况等,以便使轴的位置准确。由机械加工造成的微小积累误差,可通过刮削得到进一步的消除。 较大误差,刮削是无法解决的。











最新评论