随着全球性的能源短缺、油价攀升、环境污染和气候变暖问题日益突出,各国政府纷纷把发展新能源作为寻找可持续发展途径和培育新的经济增长点的重大战略选择。风力发电作为重要工业设备中的其中一环,在生产中有着举足轻重的作用。因而主轴出现问题时,便显得尤为棘手。一般来说,针对风电发电机轴承位的磨损,传统的修复方案为:整体拆卸更换、镶嵌非标套、补焊修磨。
● 拆卸更换
更换新部件是最常规的维修方式,备存常规易耗部件也是企业设备管理中的手段措施。在拆卸方便、维修方便时通常使用此方法。但是鉴于海上风电现场难以拆卸,此种修复方式费时、费力,一般不予采用。
● 镶嵌非标套
镶嵌非标套修复措施也是一种常见应急手段。最大弱点是加工精度不高,与磨损部位的接触面积有限,极易造成二次磨损,大大增加生产安全隐患。
● 补焊修磨
补焊机加工修复工艺是传统工艺修复工艺中最常见的一种方式,其特点就是修复精度高。其缺点是对于轴类的修复过程中容易造成应力集中或者造成轴的弯曲变形;补焊工艺无法避免热应力的问题,造成轴使用过程中出现裂纹甚至断裂的危险,增加生产安全隐患。现在越来越多的企业意识到这一点,已经尽量避免采用补焊的方式进行轴类磨损的维修。
索雷工业的碳纳米聚合物应用技术是如何现场修复磨损的轴承位的?
首先索雷工业碳纳米聚合物材料类似一种冷焊技术,在修复过程中不存在或产生高温,可以有效避免转子轴由于热应力造成的弯曲、变形,很好的保护设备本体不受损伤,并且对轴承位的磨损深度没有要求,修复过程中不受轴承位单边磨损量的限制。明白这一点后,在实际应用过程中可采取的修复工艺有多种多样,这需要根据设备的设计参数和运行特点以及工况条件来确定,所有的现场修复工艺都是在最大程度保证修复部位同轴度的前提下实施的。
1. 打磨轴承位表面,清理干净,要求干燥、坚实、粗糙;
2. 用无水乙醇清洁修复部位,直至挥发殆尽;
3. 按照SD7101H的1:2调和比例将材料调和均匀;
4. 工装内壁清洗干净,将SD7000脱模机擦涂表面,至均匀无遗漏;
5. 轴上修复部位涂抹SD7101H材料,涂抹均匀至无气孔;
6. 迅速安装工装,至SD7101H材料固化;
7. 取下工装,清楚多余SD7101H材料,检测修复后轴径尺寸;
8. 调整轴与轴承座,开机运行。
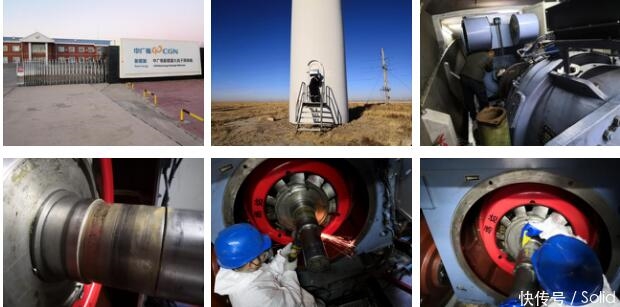
现场修复电机厂1.5MW风力发电机轴承位磨损图片










最新评论