一、滑动轴承的装配
滑动轴承的装配类型常见的主要有两种:一种是剖分式滑动轴承的装配,另一种是整体式滑动轴承的装配。

图1剖分式滑动轴承的装配
1、剖分式滑动轴承的装配工艺包括:
1)、清洗与检查轴瓦;
先核对轴承型号,进行清洗轴承,检查需要用铜锤敲击轴瓦表面听声音检查裂纹、孔洞和砂眼等。
2)、固定轴承座;
固定轴承座时要保证同一轴上的轴承座中心线应在同一轴线上。再进行拉线法和涂色的检查。

图2 用拉线法检测轴承同轴度
3)、刮研瓦背;
瓦背与轴承座内孔应有良好的接触,配合紧密。(. 上瓦: 50%以上;下瓦: 60%以,上);刮研顺序:先下后上,以轴承内孔为基准刮研,轴瓦剖分面应高于轴承座剖分面。
4)、装配轴瓦
装配轴瓦时要注意的要点有:
①上下轴瓦接触面应严密;
②轴瓦与轴承座的配合-般为较小过盈配合(0.01mm-0.05mm) ;
③轴瓦直径不得过大或过小;
④定位销安装要牢固;
⑤翻边或止口与轴承座之间不应有轴向间隙;
⑥用涂色法检查接触角与接触点。接触角:60°-90°,接触点:低速及间歇机构1-1.5点/cm2;中负荷及连续运转机器2-3点/cm2;重负荷及高速运转机器3-4 点/cm2
轴瓦的不正确配合,如下图所示:


2、整体式滑动轴承(轴套)的装配
轴套装到机体内的作业程序是压入、固定轴套,装配后检验、修整。装配时,根据轴套的尺寸和配合的过盈量大小以及轴套在机体上的位置,可用冷压、加热机体或冷却轴套的方法来装入轴套。

图5 整体式滑动轴承(轴套)的装配
①压入轴套的方法和工具。根据轴套在机体上的位置和轴套的尺寸,可用手锤或压力机将轴套压入。图6所示为一种最简单的压入方法(用垫板和手锤打入)。打入轴套时,开始必须放正位置,边压边检查,待找正后,再加大力打入。否则会使配合表面擦伤,使轴套变形。

图6 压入轴套的方法
图6(b)所示为导向套、手锤打入法。在孔上放一导向套。当开始压入轴套时,导向套对轴套起保证方向、防止轴套倾斜的作用。为了保证轴套与孔的中心对正,可用图图6(c)所示的工具。装配时,先将轴套套在特制的心轴上,然后拧上垫板,经垫板来传递手锤或压力机的压力,将轴套压入孔内。在大量生产时,采用这种工具最为适宜。
在压入轴套前,必须仔细检查轴套和机体上的孔,修整端面上的尖角,擦净接触表面并涂上润滑油,有油孔的轴套压入时要对准机体上的油孔
直径过大或配合过盈量大于0.1mm时,如果在常温下压装轴套,会引起损坏,因此常用加热机体或冷却轴套的方法装配。加热或冷却时间的长短,按零件的形状、质量和材料来决定。
②固定轴套的方法。轴套压入后,为防止转动,可用紧定螺钉法、销钉法、骑缝螺钉法等方法固定,如图7所示。

图7 轴套的固定方法
③装配后的检验和修整。轴套压入后,往往会发生变形(如椭圆形、圆锥形和偏斜等)或工作表面损坏,因此,在装配后需要进行检验和修整。常采用铰孔和刮削的方法修整,使轴套和轴颈之间的间隙及接触点达到所要求的质量。
二、滚动轴承的装配

图8 滚动轴承
滚动轴承的装配质量是保证机床运动灵活可靠的前提,因为滚道轴承本身精度的高低,不能直接说明它在机械上选择精度的高低。滚动轴承的类型有很多,不同类型轴承的装配方法也不同,下面中华轴承网跟了解,分享常见的一些方法。
滚动轴承的装配方法:
1、压入法
当轴承内孔与轴颈配合较紧,外圈与壳体配合较松时,应先将轴承装在轴上,如图9a所示;反之,则应先将轴承压入壳体上,如图9b所示。如轴承内孔与轴颈配合较紧,同时外圈与壳体也配合较紧,则应将轴承内孔与外圈同时装在轴和壳体上,如图9c所示。

图9 压入法装配滚动轴承
2、均匀敲入法
在配合过盈量较小又无专用套筒时,可通过圆棒分别对称地在轴承的内环(或外环)上均匀敲入,如图10所示。也可通过装配套筒,用锤子敲入,如图11所示。但不能用铜棒等软金属,因为容易将软金属屑落入轴承内,不可用锤子直接敲击轴承。敲击时应在四周对称交替均匀地轻敲,避免因用力过大或集中一点敲击,而使轴承发生倾斜。
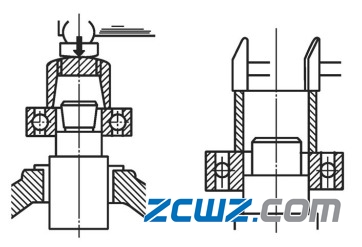
图10 均匀敲入法装配滚动轴承

图11 用锤子和装配套筒装配滚动轴承
3、机压法
用杠杆齿条式或螺旋式压力机压入,如图12所示。

图12 用杠杆齿条式或螺旋式压力机压装滚动轴承
4、液压套入法
这种方法适用于轴承尺寸和过盈量较大,又需要经常拆卸的情况,也可用于不可锤击的精密轴承。装配锥孔轴承时,由手动泵产生的高压油进入轴端,经通路引入轴颈环形槽中,使轴承内孔胀大,再利用轴端螺母旋紧,将轴承装入,如图13所示。

图13 液压套入法装配锥孔轴承
5、温差法
有过盈配合的轴承常采用温差法装配。可把轴承放在80~100℃的油池中加热,加热时应放在距油池底部一定高度的网格上(图14a),对较小的轴承可用挂钩悬于油池中加热(图14b),防止过热。

图14 油池加热法
取出轴承后,用比轴颈尺寸大0.05mm左右的测量棒测量轴承孔径,如尺寸合适应立即用干净布揩清油迹和附着物,并用布垫着轴承并端平,迅速将轴承推入轴颈,趁热与轴径装配,在冷却过程中要始终用手推紧轴承,并稍微转动外圈,防止倾斜或卡住(图14c),冷却后将产生牢固的配合。如果要把轴承取下来,还得放在油中加温。也可放在工业冰箱内将轴承或零件冷却,或放在有盖密封箱内,倒入干冰或液氮,保温一段时间后,取出装配。









最新评论