外圆磨床加工
万能外圆磨床的工艺范围较宽,可以磨削内外圆柱面、内外圆锥面、端面等。但其生产效率较低,适用于单件小批生产。...
万能外圆磨床的工艺范围较宽,可以磨削内外圆柱面、内外圆锥面、端面等。但其生产效率较低,适用于单件小批生产。...
产生原因 1:修整砂轮方法不妥 排除方法 1:金钢钻应保持锐利,且颗粒无松动,修整时泠却液 应充分,精修整砂轮修整量不宜...
万能外圆磨床的工艺范围较宽,可以磨削内外圆柱面、内外圆锥面、端面等。但其生产效率较低,适用于单件小批生产。...
轴承的超精加工顺序一般可以分为三个步骤:切削、半切削、光整的精加工。...
轴承的超精加工顺序一般可以分为三个步骤:切削、半切削、光整的精加工。...
数控加工工艺是采用数控机床加工零件时所运用的各种方法和技术手段的总和,应用于整个数控加工工艺过程。数控加工工艺是伴随着数...
数控加工工艺是采用数控机床加工零件时所运用的各种方法和技术手段的总和,应用于整个数控加工工艺过程。数控加工工艺是伴随着数...
套类零件的种类和结构:套类零件按其结构特点可分为整体式和剖开式两种套类零件的技术要求:...
套类零件的种类和结构:套类零件按其结构特点可分为整体式和剖开式两种套类零件的技术要求:...
轴类零件的技术要求主要是支承轴颈和配合轴颈的径向尺寸精度和形位精度,轴向一般要求不高。轴颈的直径公差等级通常为IT6-I...
轴类零件的技术要求主要是支承轴颈和配合轴颈的径向尺寸精度和形位精度,轴向一般要求不高。轴颈的直径公差等级通常为IT6-I...
热轧后施以热处理及酸洗处理的表面。一般用于冷轧材料,工业用槽罐、化学工业装置等,厚度较厚由2.0MM-8.0MM。...
热轧后施以热处理及酸洗处理的表面。一般用于冷轧材料,工业用槽罐、化学工业装置等,厚度较厚由2.0MM-8.0MM。...
外圆车削主要用尖刀、弯头刀和偏刀进行,依车外圆的加工精度和表面粗糙度要求不同,分粗车、半精车和精车。...
外圆车削主要用尖刀、弯头刀和偏刀进行,依车外圆的加工精度和表面粗糙度要求不同,分粗车、半精车和精车。...

1.圆形型孔具有圆形型孔的凹模有以下两种情况:(1)单型孔凹模。这类凹模制造工艺比较简单,毛坯经锻造、退火后进行车削(或...

1.圆形型孔具有圆形型孔的凹模有以下两种情况:(1)单型孔凹模。这类凹模制造工艺比较简单,毛坯经锻造、退火后进行车削(或...
粗轧阶段的主要任务是将板坯或扁锭展宽到所需要的宽度并进行大压缩延伸。根据原料条件和产品要求,可以有多种轧制方法供选择。这...
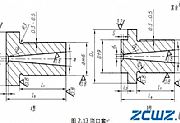
常见的浇口套有两种类型,如图2.13所示的A型和B型。一般采用碳素工具钢T8A制造,局部热处理,硬度HRC57左右。与一...
1.传动原理车削螺纹时,为了获得准确的螺纹,必须用丝杆带动刀架进给,使工件每转一周,刀具移动的距离等于螺距。2.螺纹车刀...










最新评论