普通的

镗刀无法进行精确加工,而数控精镗刀由于其结构的专一性,因此其适用范围非常小,无法在镗床上使用。在加工长孔时,请关注微机械公社圈现有的加工方法主要是在镗床上进行生产加工,依靠镗床操作工常年的镗床加工经验,以直接敲击普通镗刀的方式进行加工长孔。这种加工方法不仅对操作工的技能要求非常高,并且其报废率和返修率依然居高不下。而且,在加工马达支架上的定位孔时,由于定位孔的直径各不相同,如果按照常规方法在数控设备上进行生产加工,则需要不同地数控精镗刀,生产成本较高。

多功能镗刀
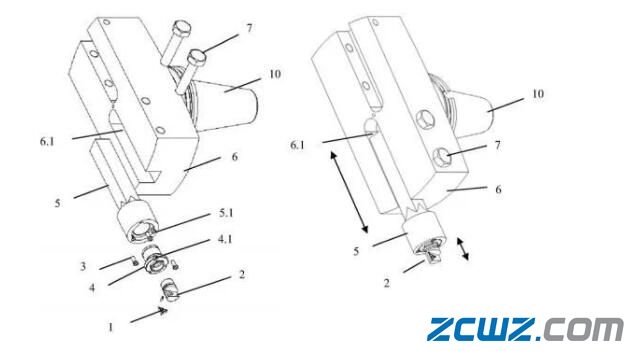
镗刀杆、镗刀柄、调整块和镗刀头,镗刀柄用于连接机床主轴镗刀杆设置在镗刀柄上并可相对于镗刀柄滑动伸出或缩回,调整块由镗刀杆的端部插入,调整块与镗刀杆之间可拆卸固定,调整块用于支持镗刀头,并镗刀头可相对于调整块伸出或者缩回。调整块上设有调节螺母,调节螺母可相对于调整块转动并相对于调整块伸出或者缩回,镗刀头设置在调节螺母上,镗刀头上设有刀片。

镗刀柄上设有滑槽镗刀杆可沿滑槽滑动,并与滑槽可拆卸固定。滑槽的延伸方向与机床主轴方向垂直设置。滑槽的长度为75mm。滑槽至少为两个,滑槽沿机床主轴的轴向方向上分布。调节螺母相对于调节螺母向前伸出的距离在0-5mm之间。调整块与镗刀杆之间通过螺纹可拆卸拧紧固定。

调整块的端面上设有垂直于调整块的端面延伸的第一容纳槽,镗刀杆的端面上设有垂直于镗刀杆的端面延伸的第二容纳槽,第一容纳槽和第二容纳槽相互配合形成可供螺钉拧入的固定空间,螺钉拧紧在固定空间内将调整块可拆卸固定到镗刀杆上。

第一容纳槽可以是沿调整块周向设置的多个,第二容纳槽与第一容纳槽相对应并沿镗刀杆周向设置。调整块4上设有调节螺母,调节螺母可相对于调整块4转动并相对于调整块伸出或者缩回,镗刀头2设置在调节螺母上,镗刀头2上设有刀片1。其中,镗刀头2上设有刀片1,通过镗刀头2带动刀片1的切削运动完成孔的加工。在加工孔时或者在完成上述的粗调节后,需要配合孔的加工尺寸对镗刀进行微调控制,以进一步减小加工误差。使用时,可以通过扳手拧动调节螺母,使得调节螺母能够相对于调整块4转动并向前伸出,

较短的双向箭头所示的微调节方向,即微调节,从而微调镗刀头2以适应不同精度要求的孔。进一步地,调节螺母相对于调节螺母向前伸出的距离在0-5mm之间,进而,多功能镗刀的镗刀头2的微调半径在0-5mm,保证孔的精度偏差不超过0.015mm。
【机械公社】致力于提供机械的行业技术,更多行业技术请关注机械公社圈
机械公社——为机械而生









最新评论