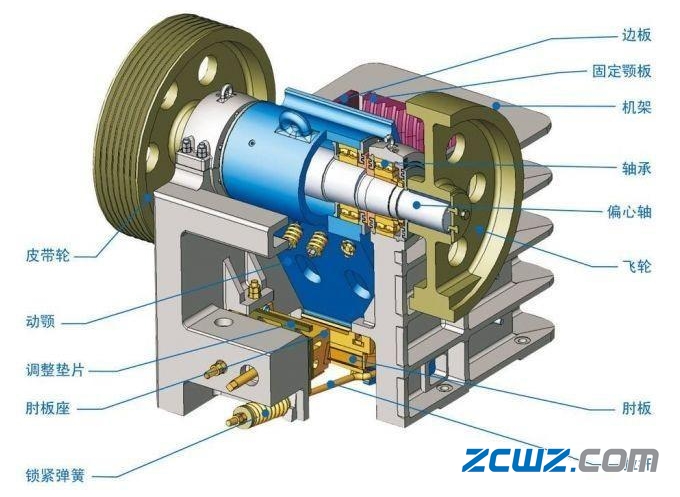
中华轴承网介绍,什么是颚破轴承?颚破就是所谓的颚式破碎机的简称,颚破轴承就是颚式破碎机中主要零部件——轴承,实际上,颚破上有4套轴承,偏心轴与动颚之间用两套轴承连接,偏心轴与机架之间用两套轴承连接。颚破上大多数都采用滚动轴承,滚动轴承转动效率高,且方便维修。
那什么情况下,颚破轴承会引发“闷车”现象呢?中华轴承网分析,在轴承烧坏时,会引起颚破突然停机,出现“闷车”情况。什么原因造成轴承高温烧坏的呢?要如何避免这种“闷车”现象?如出现这种状况后,我们要如何去解决呢?面对这样的问题,我们下面做出一一解答。
引起颚破轴承高温的重要因素:
1、润滑油选用不当,油孔堵塞,轴承断油,加油量过少或注油太多
原因详解:要根据轴承运转温度、速度指数、载荷特征、润滑方式等因素选用轴承润滑剂,润滑剂选用不当,黏度过低或过高,加油量不适合,难以形成油膜,会使轴承运行中产生的热量无法带走,引起轴承发热。
解决方案:在设备运转时,要仔细阅读说明书,并按说明书规定,选用合适的润滑剂,按时定量加油。
2、非轴承升温
原因详解:动颚密封套与端盖磨擦发热,或机架轴承座双嵌盖与主轴一起转动,摩擦发热,这些会被认为是轴承温升异常。
解决方案:此时应更换颚式破碎机端盖与密封套,或松开机架轴承座发热一端的上轴承盖,用保险丝与嵌盖一起压入机架轴承座槽内,再定上轴承盖,消除嵌盖转动。
3、轴承加工精度达不到要求,质量差
原因详解:设备零部件的加工精度达不到要求,尤其是轴承座的加工精度达不到要求,也是一个重要因素。轴承座孔的加工要保证孔的公差、粗糙度及圆柱度要求。孔公差过小则配合时轴承游隙过小,过大则配合松动,这两种情况都会引起轴承发热。

避免颚破轴承引发“闷车”现象,我们要注意的事项:
1、轴承选型
在颚破的使用过程中,轴承要适应高速及高强度的工作压力,因此在轴承选型上要多注意。滚动轴承的选用,既应满足外载荷的要求,又应尽量发挥轴承本身的负荷能力。径向负荷大于轴向负荷、支点跨距大、轴的变形大等情况宜采用调心轴承,因此在颚破中可以选择使用调心滚子轴承。
在精度选择上,首先轴承的内外圈公差为±0.05mm,一般的精度为普通级。要减少颚破轴承的损坏,可以把轴承的精度从普通级改成C3级,精度更高。
滚动轴承的游隙分为径向游隙和轴向游隙,它们分别表示一个套圈固定时,另一套圈沿径向和轴向由一个极限位置到另一个极限位置的移动量。实验分析表明,使轴承寿命最大的工作游隙值,是一个比零稍小的负值。考虑因配合内外圈温度差以及负荷因素所引起的变化,可以针对轴承选择最佳的尺寸公差与径向游隙公差。在装配过程中轴承进行选配,根据动颚内孔与偏心轴的加工公差,进行轴承的选配,使各项公差配合处于一个最佳的状态。

2、轴承装配及使用方法
因轴承在装配过程中需要利用热胀冷缩原理实现过盈配合,因此加热工艺必须严格控制,针对不同规格、大小的轴承选择合适的温度进行加热。
装配过程中制作专门的铜锤来敲击轴承,要求同时对轴承的对角敲击,保证轴承平衡地进入偏心轴中。在偏心轴进入动颚过程中,要用铁锤击打动颚,利用相互作用离将偏心轴装入动颚中,不损坏偏心轴上的轴承。
运用黄油注油器将润滑脂注入动颚中,加入轴承内的润滑脂为其空间容积的50%左右,每3~6个月更换一次,换油时应用洁净的汽油或煤油清洗滚子轴承的滚道,使得轴承润滑充分均匀,轴承在重负荷、高温作用下得到很好的润滑,延长轴承使用寿命。
颚破工作前应在肘板与调整座间注入适量的润滑脂,空转一段时间后,检查工作电流及电压是否正常及破碎机是否有异常响动后再输送石料进行破碎工作。在进料口处做好缓冲措施,避免大石块直接冲击破碎机进料口,对超过进料口尺寸的大石块要进行2次爆破后才给予进入料口,延长破碎机的使用寿命。
注意:在颚破中,机架、动颚、偏心轴是重要的三大部件,每种部件的加工配合尺寸息息相关,在机加工过程中,要求尽最大可能保证图纸要求的公差范围,这样才能减少加工的积累误差,使装配质量得到更好地提高。

解决轴承烧坏引起的“闷车”最好方法更换轴承,颚破轴承更换的一些技巧:
1、拆除颚式破碎机旧瓦时应做的工作
(1)测量旧轴瓦接合面瓦口垫片的厚度。
(2)测量主轴的水平度。
(3)仔细检查主轴是否光滑,是否有锈蚀、碰伤等缺陷,如有应设法消除。
(4)测量旧轴瓦的顶隙、侧隙及轴向间隙。
2、检测颚式破碎机瓦背与轴承座的接触情况
根据《JB/T5000.10-1998重型机械通用技术条件装配》的要求,必须将瓦背刮研好,使其达到规定的技术要求。否则,设备运转时轴瓦与轴承座之间容易产生反向滑移或转动。为防止这种现象发生、一般均采用销、套类定位方式。
3、轴瓦刮研的技术要求
根据《JB/T5000.10-1998重型机械通用技术条件装配》中的要求,主轴刮研应达到以下技术标准。
(1)主轴与轴瓦既要均匀细密接触,又要有一定的配合间隙,使上、下轴瓦与主轴接触角以外部分形成油楔,且楔形从瓦口开始由大逐步过渡到零。
(2)接触角不可太大也不可太小。接触角太小,会使轴瓦压强增加,严重时会使轴瓦产生较大的变形,加速磨损,缩短使用寿命;接触角太大,会影响油膜的形成,破坏润滑效果。因此,在不影响轴瓦受压条件的前提下,接触角愈小愈好。
(3)接触角范围内的实际接触斑点愈多、愈细、愈均匀愈好。
4、刮研主轴瓦
刮研轴瓦应以轴为基准,两者对研后利用内孔刮刀进行刮削。刮瓦的程序是先初刮下瓦,再初刮上瓦,然后精刮整个瓦,最后刮侧间隙及存油点。轴瓦的刮研一般可分为粗刮。细刮和精刮三个过程。
刮研时应采用取先重后轻、刮重留轻、刮大留小的原则。在刮研轴瓦时,不仅使接触点、接触角符合技术要求,而且要使顶。侧间隙达到规定的数值。
(1)上、下瓦的粗,细刮研
首先把两下瓦装在轴承座中,然后在主轴上涂上一层显示剂(如红丹粉),将主轴装于轴承内,并向正反方向转动两三圈,接着将主轴取出,根据轴承上着色点的分布情况进行粗刮。粗刮阶段可采用正前角刮。头几遍手可以重一些,多刮去一些金属,以便加快刮研进度。当接触面积达到50%时。就该细刮了。在细刮阶段可采用小前角刮削、刀迹应与轴瓦中心线成45°角,刮时不能用力过大,防止刀迹产生波纹。刮削的刀迹要左右交叉,直到接触角范围内的接触斑点均匀密布,主轴水平度误差在0.2mm/m之间为止。上瓦粗细刮研的方法及要求与下瓦的粗、细刮研方法要求基本相同。所不同的是把上瓦放在主轴上方进行对研。
(2)上、下瓦的精刮研
上、下瓦经过粗、细刮研后,接触斑点仍然较大,需进一步进行精研。首先在上、下瓦接合面上加上瓦口垫片,将主轴、上瓦、定位销装好、拧紧螺丝,使主轴按正常运转方向转动几圈,然后拆掉上瓦、吊走主轴,进行精研工作。刮研时,建议用负前角刮削,直至接触面上的接触斑点符合技术要求为止
(3)刮侧间隙和存油点
精刮完成后,应刮侧间隙和存油点。刮研侧间隙时,两端应留出一部分,防止油从瓦的两侧流出,从而保证轴瓦的润滑。在瓦的接触部分和不接触部分之间,应使其逐渐过渡;不允许有明显的界限。接着在轴瓦的接触弧面上刮存油点,存油点是用来储存润滑油的。存油点可采用圆形或扁形,深度一般为0.3~0.5mm,面积为15~30mm2,总面积不应超过接触弧面上刮存油点,存油点是用来储存润滑油的。存油点可采用圆形或扁形,深度一般为0.3~0.5mm,面积为15~30mm2,总面积不应超过接触弧面的1/5.
5、轴瓦间隙的测量与调整方法
轴瓦的间隙决定油楔的厚度,并影响主轴的运转精度。轴瓦间隙过大会引起设备振动,降低设备寿命;轴瓦间隙过小又会导致烧瓦。因此,合理调理轴瓦间隙是一个重要问题,必须使其达到规定的标准
(1)顶间隙C的调整与测量方法
顶间隙的高度可用增减轴瓦接合面处瓦口垫片的厚度来调整。垫片数量越少,轴瓦压实情况越好,设备运行越平稳.所以在保证不出现烧瓦的情况下,垫片越少越好。顶间隙的测量方法通常采用压铅法来测量。
(2)侧间隙的调整与测量方法
轴瓦和轴颈之间的侧间隙,通常是采用塞尺来测量。测量时,塞尺插入间隙中的长度不应小于轴径的1/4.轴瓦接合面的侧间隙应是均匀相等的。
(3)轴向间隙的测量方法
轴瓦的轴向间隙,一般用塞尺进行测量。
经过多年实践,我们认为轴瓦的顶隙应为轴径的0.15%~0.2%,侧隙应为顶隙的60%~100%,轴向间隙应为1~3mm。
6、组装与试车
组装时,首先要把轴瓦、轴颈、集油器及润滑油管路清理干净。然后将主轴瓦、连杆瓦等组装完毕。安装三角带时,应使其比正常运转时略松一点。试车时,先开动油泵,并使供油量比正常运转时略大一些。如在试车过程中没有出现油温明显升高和电流明显增加的现象,就说明检修成功,设备可以投入正常使用了。
什么好的解决方法能“变废为宝”呢?在这里指的是,当颚破的偏心轴与轴承磨损后,我们不要着急更换轴承,中华轴承网教大家如何更好的去修复这种现象。

1、偏心轴的修复
偏心轴的主要磨损形式有轴颈和偏心段轴颈严重磨损,轴线弯曲过大和疲劳断裂。
若将轴进行调直校正与断轴再植修复,其修理工艺复杂,同时修理质量不易保证,因此,很少采用。若出现此类现象,只有报废,或将轴的材料改作他用。
轴颈少量擦伤或轻微的面积大的磨损或拉道,可以用手工修磨或用金刚砂拉磨修复,也可以用现场刷镀予以修复。
较重的磨损可以采用以下三种方法修复:
1)将磨损的轴颈车光,在保证设计表面粗糙度的前提下,采用最小的加工量加工,然后以加工好的轴颈尺寸及其偏差为基准,按原设计的配合性能配制轴承。
2)手工电弧焊堆焊轴颈表面,然后进行切削加工,以达到原设计的轴颈尺寸。堆焊时应正确选择堆焊工艺,防止分心轴弯曲变形。堆焊时应合理选用焊条,焊条直径要小,电流强度不宜太高。堆焊后加工时应选择合理的定心基准,以保持装配后的运转精度。
3)轴颈镶套,将磨损的轴颈车光,另外做一个钢套。钢套的内孔与轴颈应是过盈配合,外径按原设计尺寸与公差加工。钢套应热装到轴颈上,厚度尺寸要满足D-d>b,D为钢套外径,d为轴颈直径,b为轴颈配合处轴承的厚度(铜瓦或巴氏合金的厚度)。
2、轴承的修复
常用的滑动轴承材料有青铜和巴氏合金。具有循环润滑的破碎机,由于润滑和冷却条件好,轴承出现事故性磨损的情况较少。当轴瓦磨损后,更换新瓦予以恢复其性能。油池润滑或甘油润滑的轴承,出现事故性磨损较多,一般以手工刮研的方法子以修复。较严重的磨损可用局部补焊、刮研的方法予以修复。
颚式破碎机轴承也有采用滚动轴承的,若圆柱滚动轴承损坏,必须更换新的滚动轴承。若轴承内圈产生微动磨损,滚动轴承内圈和轴颈都可以在现场用金属刷镀技术进行修复。
偏心轴与轴承的磨损常见于采用滑动轴承的颚式破碎机,磨损后采用以上的修复方法,延长了部件的使用寿命,也减少了生产投入,在一定程度上提高了用户的经济效益。










最新评论